What a productive week for the bike! I was able to get some more time in on the mill and complete the machining of the clutch cover. The last operation on the part was machining the interior pockets, profile, and starter gear mounting features.
The next step is to make a fixture plate that can locate from these previously machined features then bolt the part to it and finish the outer surfaces.
First, I machined a plate with some dowel pins to accurately locate in the machine table t-slots:
Then I ran a second program that drilled a hole pattern to match the mounting and alignment holes of the part:
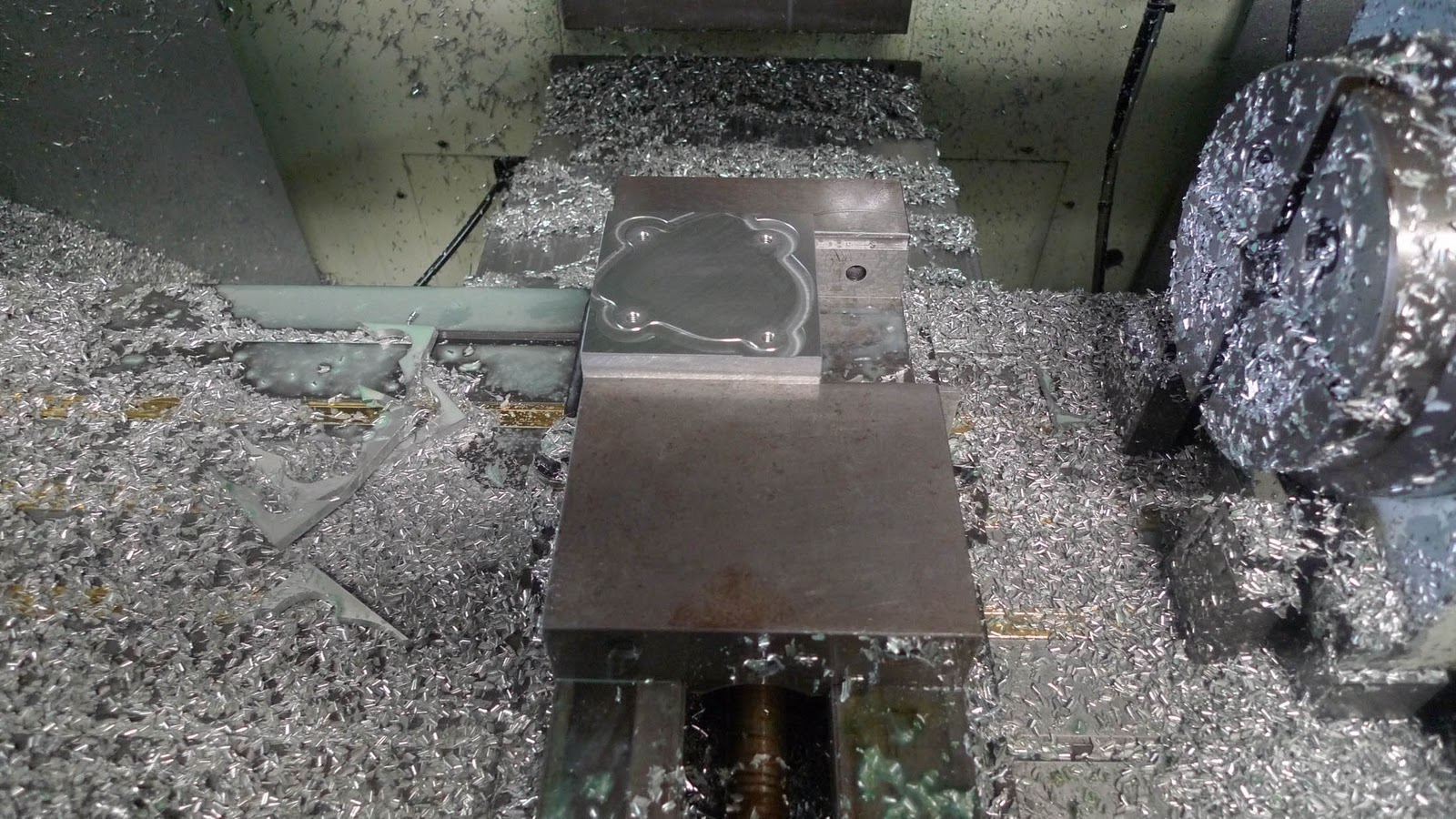
I then bolted the part to the top of the fixture plate using the expendable bolt holes made in the first operation:
Holding it like this will allow me to run the first half of the program, pause it, reclamp the part using the perimeter mounting holes and remove the large fixture bolts, then resume the program and complete the part:
Notice how the large circular part left in the previous operation has now dropped out off the final part.
Repeat those steps and I ended up with 2 good parts:
I bead blasted one to see how it would look and while the part looks better once you assemble it next to the crankcase cast surfaces the billet one seems more appropriate.
The blasted one is too close to the cast surface finish without being the same. Cool, but I like the billet. Maybe I'll have the blasted one color anodized once we get a better idea of the overall color scheme of the first bike.
Next part is the clutch cap that bolts to the outer large circular boss and contains the helical clutch release mechanism. Hopefully this week will have some time for me to get to it.
After bolting this part on I'm realizing that we're not too far from a complete engine! Wow. Time to knuckle down and make it happen ASAP.